液压压力机PLC自动控制系统设计
时间:2015-11-21 09:52:51 点击:336次 作者:杜甫机械
PLC控制的液压压力机通过压力传感器和位移传感器,将测得的压力和位移信号放大,传输至可编程控制器,与设定的压力和位移进行比较,据此判断是否要加压,减压或者工进等、然后将此较后产生的信号传递给阀,从而控制压力和位移。该装置既实现 了对压力值得设定和自动控制,也可以显示压力值和位移值,具有计数的功能。
控制系统设计为手动和自动两种工作模式;手动用于调试,维修状态;自动用于正常工作状态。报警、手动、自动三种状态可以用三色指标灯不同颜色来显示,压力机处于不同工序时的工作情况,用控制柜面板上的指示灯来显示,当出现紧急停车时,除了三色灯灯光会显示,还有声音报警器报警。手动与自动状态可以实现无扰切换,工作时可以显示位移和油压信息,除了工作时位移可以调整外,还没有上下限以防止压力机或工作损伤出现事故,工作压力也设定一定范围防止压力过高或者过低对生产造成不利。
控制系统配置及PLC选型
选用某公司S7-200系列小型PLC具体型号为224XP,该型号有14个开关量输入,10个开关量输出,集成两个模拟量输入,再扩展一个数字量输入输出模块,性价比高,经济适用。
PLC控制系统输入输出说明
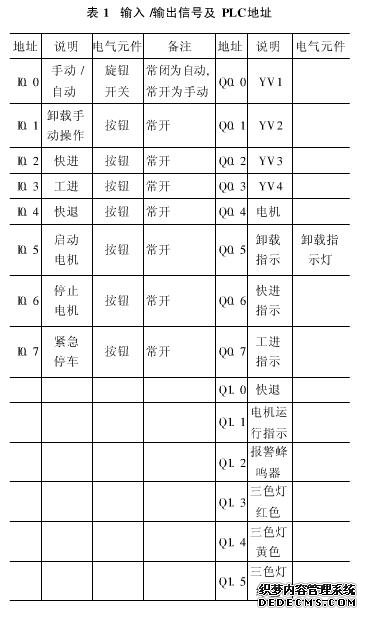
根据主机功能和控制过程,系统输入输出信号机PLC地址编号如图表1所示。 PLC控制系统程序及说明 采用SREP7编程软件进行编程,其PLC控制系统(自动控制部分)的状态转移图程序如附图3所示,因文章篇幅的限制,其余部分的状态转移图程序略去,由状态转移图可编写相应系统的顺控指令程序。
1、系统初始化程序 系统的初始化程序主要是泵的启动,主缸回原位(包括下行调整和回程调整)。这部分程序是为系统的正常工作做好准备。工作中先启动泵,将外界输入的压力及位移值与原先设定值进行比较,从而进行主缸的下行调整和回程调整。
2、运行程序 在运行过程中,主要是通过位移值之间的相互比较,自动进行的是主缸的下行,工进,保压或快退状态,所有运行状态数据的收集可以通过光幕传感器来完成。
结论 压装液压压力机,采用了PLC控制系统压力及压头位移,能实现对压力值得设定和显示,测量位移的设定和显示,控制精度高、操作方便、性能稳定。依靠特制的快速运动缸,来实现快速向下运动,可以在不增加液压泵流量的情况下获得较快的速度,效率高,功率利用更加合理,在生产中取得了满意的效果。



